Short, small, light, and thin are trends in modern technology, electronic components have to be smaller and smaller. But the smaller the components, the poorer the moisture resistance, and the more difficult it is to withstand the high temperature of SMT reflow soldering. Moreover, the packaging methods of components are becoming more and more diversified. Different packaging processes and materials represent different resistance to moisture intrusion.
Why are the components of the surface mount technology (SMT) process more sensitive to the effects of moisture than traditional Dual In-line Package (DIP)? The reason can be summarized as follows:
Smaller Package Sizes: SMT components are typically smaller and have higher lead densities compared to DIP components. These smaller packages are more prone to moisture absorption because they have less surface area for moisture to escape from, increasing the risk of moisture entrapment during manufacturing.
Package Materials and Construction: Many SMT components, such as plastic-encapsulated microchips, are made with materials that are more porous and absorb moisture more readily than the materials used in DIP components. This moisture can lead to swelling, internal pressure buildup, and ultimately, component failure during soldering.
Soldering Process Sensitivity: The reflow soldering process for SMT components involves heating the components to high temperatures, which can cause moisture trapped inside the component to vaporize rapidly. This leads to a phenomenon called “popcorning,” where the component package cracks or deforms due to the rapid expansion of moisture. DIP components, on the other hand, are usually larger and have a different construction that is less susceptible to this rapid expansion.
Tighter Tolerances and Precision: SMT components are mounted directly onto the surface of the PCB, which requires very precise placement and soldering. Moisture absorption can affect the integrity of these components, making it harder to achieve reliable solder joints and increasing the risk of defects during the SMT assembly process. In contrast, DIP components, with their through-hole leads, are less sensitive to these issues.
Faster Cooling Rates: In the SMT process, the smaller size and higher density of components mean they experience faster cooling rates during the reflow process. This can lead to thermal shock or other stress factors if moisture is present, causing cracks or failures, whereas DIP components tend to cool more slowly and are more robust in this respect.
In order to cope with the trend of SMD process parts becoming more and more common, IPC/JEDEC has defined a set of standard Moisture Sensitivity Levels. Standards as follows, can also Google J-STD-020 to obtain. However, it should be noted that this standard is mainly used to help IC manufacturers to confirm and define which moisture sensitivity level (MSL) their components meet. If it is the SMT of a general EMS factory, please refer to J-STD-033 to get the moisture sensitivity level, there will be a more appropriate explanation and understanding.
Level in the following table indicates the moisture sensitivity level, the level is from 1 to 6, and in principle level 1 (MSL 1) indicates that the parts have the lowest moisture requirements, that is, the less susceptible to moisture. The greater the number of moisture sensitivity levels, usually means that the components are more sensitive to moisture.
Floor Life in the table indicates that the components of each level can be exposed to the environment below 30°C / 60% RH for the longest time, that is, after the components are unpacked, they can remain the period of use in a workshop with temperature and humidity control.
The Soak Requirement in the table is to specify the environmental and time conditions that the component manufacturer will be exposed to in advance to test what type of “MSL” the product can meets. That is, the sample to be tested must be placed in the temperature, humidity and certain time specified in the table before reflow soldering. The temperature of the reflow oven is also specified, please refer to IPC/JEDEC J -STD-020 specification, and then through 40 times magnifying glass and scanning acoustic microscope (SAM) to check for abnormal cracks, and then through electrical testing to ensure that all samples are no functional question, then can determine it pass.
It is recommended that when testing the moisture sensitivity level of a component, it is best to start the test from the lowest moisture sensitivity level, or to start the test according to past experience to judge the possible level, and then increase the standard in order to test, and finally confirm the moisture sensitivity level that it can pass.
The soak requirements are divided into two standards: Standard and Accelerated equivalent. The specifications require that unless after passed standard conditions previously, and there is an abnormality or known Activation energy for Diffusion is 0.4-0.48V, and then can use the Accelerated Equivalent condition.
Table 1. IPC/JEDEC J-STD-20C MSL Classifications
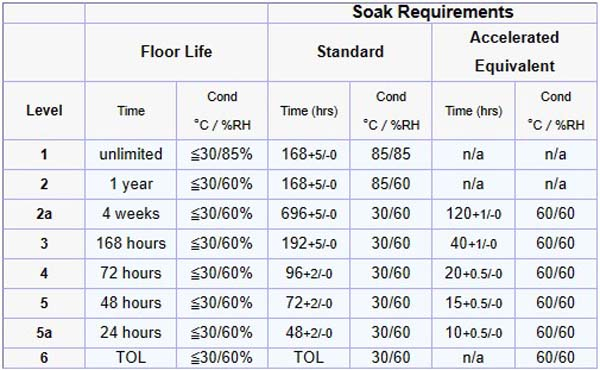
1) TOL means ‘Time on Label’, or the time indicated on the label of the packing.
2) The standard soak time is the sum of the default value of 24H for the semiconductor manufacturer’s exposure time (MET) between bake and bag and the floor life or maximum time allowed out of the bag at the end user or distributor’s facility. For example, an MSL 3 package will require a standard soak time of 192 hours, which is 168 hours of floor life plus 24 hours between bake and bag at the semiconductor manufacturer.