

Reflow soldering involves the application of solder paste, which consists of tiny balls of solder mixed with flux. Components are placed on the PCB and soldered by passing the assembly through a reflow oven, where the paste is heated to its melting point and then cooled to form strong, reliable joints. The reflow profile dictates how the oven heats the assembly and ensures that all components are properly soldered without damaging sensitive parts or causing defects.
Table of Contents
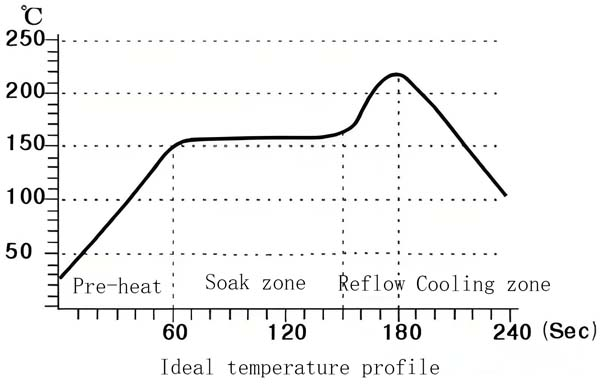
Key Stages of the Reflow Profile
A typical SMT reflow profile is divided into several key stages, each of which is essential to achieving a high-quality solder joint:
Preheat Stage: In this initial stage, the PCB assembly is gradually heated to a temperature that is high enough to activate the flux in the solder paste without causing thermal shock to the components. Typically, this stage occurs between 150°C and 180°C. The goal is to prevent solder paste from drying out too quickly and to reduce the risk of component damage from sudden temperature changes.

Soak Stage: During this stage, the temperature is maintained at a steady level (usually between 180°C and 200°C) for a short period. This allows the flux to fully activate and the solder paste to begin liquefying. The soak stage ensures that the entire assembly reaches a uniform temperature, which is crucial for preventing cold solder joints.
Reflow Stage: The temperature is raised to the peak reflow temperature (typically between 230°C and 250°C), where the solder paste reaches its melting point. The solder forms strong, reliable joints between the PCB and the components. This stage is critical to achieving the correct solder joint formation, ensuring proper wetting and adhesion.
Cooling Stage: After the peak temperature is reached, the assembly is cooled down rapidly to solidify the solder. The cooling process needs to be controlled to avoid thermal shock or the formation of defects like solder bridges or insufficient wetting. Cooling rates are typically set to avoid damaging heat-sensitive components while ensuring the solder joints solidify correctly.
Factors That Affect the Reflow Profile
Several factors influence the reflow profile, including:
Solder Paste Type: Different solder pastes may require slightly different reflow profiles, particularly with respect to the peak temperature and soaking time. It’s important to consult the solder paste manufacturer’s recommendations for optimal reflow conditions.

PCB Design: The size, shape, and complexity of the PCB affect the heating and cooling characteristics. For instance, thick boards or those with large copper areas may require longer preheat times or a slower cooling rate to ensure uniform soldering.
Component Types: Different components, particularly those with varying thermal mass, may require adjustments to the profile. Smaller, heat-sensitive components like passive components may be more susceptible to damage from excessive heat, while larger components may need more time to fully heat through.
Oven Type: The type of reflow oven used, whether it is a convection, infrared, or hybrid system, also influences the temperature profile. Some ovens have more precise temperature controls, allowing for finer adjustments to the reflow profile.
Optimizing the Reflow Profile for Quality
To achieve optimal soldering results, it’s crucial to fine-tune the reflow profile. Here are some tips to optimize the process:
Experiment and Fine-Tune: The best reflow profile is often the result of experimentation. Start with a recommended profile from the solder paste manufacturer and adjust based on actual assembly conditions.
Monitor and Adjust for Different Component Types: Use different profiles for different components as necessary, especially when mixing low and high mass components. For example, larger components like connectors may require different profile settings than smaller surface mount components.
Profile Validation: Always validate the reflow profile using thermocouples or temperature monitoring equipment to ensure that each stage of the process is within the desired temperature range. Profile validation ensures that soldering is consistent across all assemblies.
Avoid Overheating: Overheating can damage both components and the PCB. It’s critical to avoid excessive time in the peak temperature range or too high of a peak temperature, especially for sensitive components like BGAs (Ball Grid Arrays) or high-frequency parts.
The Importance of a Proper Reflow Profile
A well-tuned reflow profile is vital for producing high-quality SMT assemblies. It ensures reliable solder joints, prevents component damage, and reduces defects such as solder bridging, cold joints, or poor wetting. By carefully controlling the temperature stages of the reflow process, manufacturers can ensure that the PCB assembly is both functional and durable, meeting the strict requirements of modern electronics.
In conclusion, the reflow profile is an essential factor in the success of SMT assembly. It requires careful consideration of many factors, including solder paste characteristics, PCB design, and component types. A carefully optimized reflow profile will not only improve the quality of solder joints but also contribute to the overall reliability and longevity of the electronic product.
Get your exclusive quote immediately: fill out the form or send an email directly.As a professional PCB manufacturer for hobbyist , we will provide you with a quote service within 24 hours. Enjoy free DFM optimization and a 10% discount on SMT patches for your first order!


