Table of Contents
What is Industrial Control PCB?
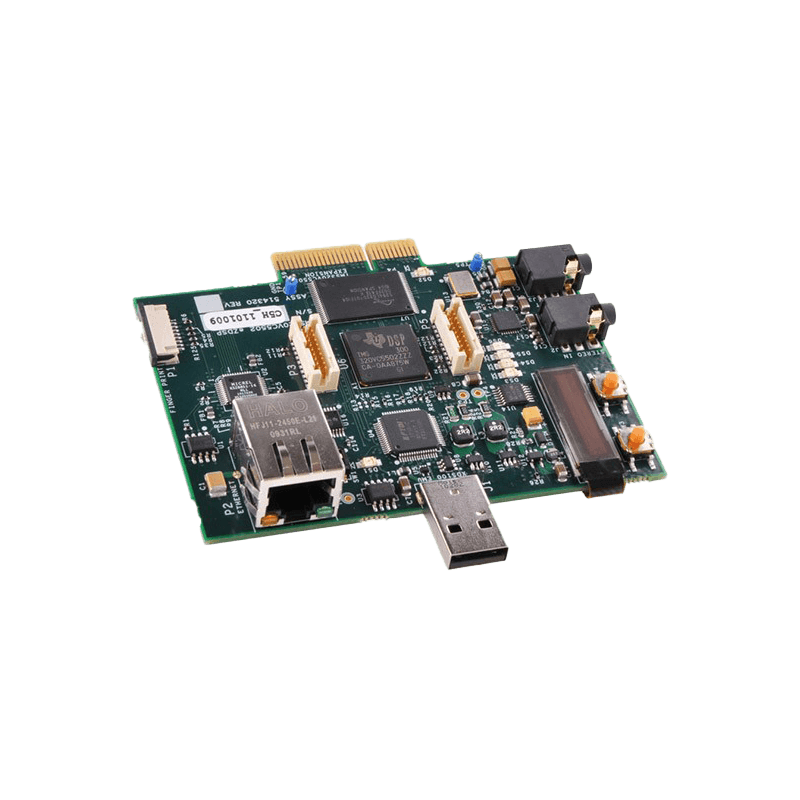
Industrial control PCB is a printed circuit board designed specifically for industrial control systems, with high reliability, strong anti-interference ability, and long lifespan characteristics, suitable for harsh environments such as high temperature, high humidity, and vibration. Its core applications include PLC controllers, industrial robots, motor drives, and sensors, which need to meet the requirements of multi-layer boards (4-12 layers), thick copper design (2-6oz), and high TG materials (Tg ≥ 150 ℃) to ensure high current carrying and heat dissipation capabilities. At the same time, through the use of three anti coatings, redundant wiring, and EMC optimization, it ensures stable operation in electromagnetic interference and dust environments, meets industrial standards (such as IPC-A-610G Class 3), and supports efficient and precise control in intelligent manufacturing.

Application scenarios of Industrial Control PCB: from traditional industries to emerging fields
Industrial control motherboards are widely used in the following fields due to their high stability and strong scalability:

Industrial automation
In intelligent manufacturing, industrial control motherboards are used to control production line equipment (such as PLCs, robots), data acquisition and processing systems, and achieve efficient and accurate process management.
Traffic control
scenarios such as rail transit signal systems, intelligent traffic light control, and onboard terminals all rely on the reliable operation of industrial control motherboards.
Energy management
In power monitoring and new energy equipment (such as photovoltaic inverters and wind power control systems), industrial control motherboards ensure long-term stable operation of the equipment in complex environments.
Medical equipment
High precision equipment such as medical imaging systems and surgical robots require fault free support from industrial control motherboards to ensure medical safety.
Finance and Retail
ATM machines, self-service terminals, and other devices rely on the anti-interference ability and long-term operation characteristics of industrial control motherboards to cope with high-frequency transactions and multi environment deployment needs.
The usage environment of industrial control motherboards: challenges and adaptability
Industrial control motherboards are designed for harsh industrial environments and must meet the following stringent conditions:
Extreme temperature
Supports wide temperature operation from -40 ° C to 85 ° C, suitable for scenarios such as steel smelting and polar scientific research.
High humidity and high dust
Through sealed design and dust-proof coating, it can cope with humid and dusty environments such as textile workshops and mines.
Vibration and impact
Reinforced structures and seismic components are used to ensure stable operation in vehicle mounted equipment and heavy machinery.
Electromagnetic interference protection
Reduce the interference of high-frequency equipment in the factory on the system through shielding design and filtering circuits.
Differences between industrial control motherboards and ordinary motherboards: Technical characteristics and positioning comparison

Design concept
-Industrial control motherboard: With stability and durability as the core, it uses industrial grade components such as solid-state capacitors and reinforced PCB boards, and has passed industrial certifications such as CE, FCC, RoHS, etc.
-Ordinary motherboard: Pursuing a balance between performance and cost, suitable for office and entertainment scenarios at room temperature and low load.
Scalability and Interface
-Industrial control motherboard: equipped with rich industrial interfaces (such as RS-232/485, GPIO, CAN bus), supporting multi device linkage; Expansion slots (such as PCIe, Mini PCIe) facilitate the addition of specialized modules (such as 4G communication, data acquisition cards).
-Ordinary motherboard: Focusing on consumer demand, with USB HDMI、 The audio interface is the main interface, with limited expansion capability.
Lifecycle and Support
-Industrial control motherboard: Provides a supply cycle of over 10 years and long-term technical support to adapt to the slow iteration characteristics of industrial equipment.
-Ordinary motherboard: Fast update and replacement, with a technical support cycle usually not exceeding 3 years.
Heat dissipation and power consumption
-Industrial control motherboard: adopts fanless design or efficient heat dissipation module, optimizes low-power chips (such as ARM architecture), and reduces the risk of failure.
-Ordinary motherboard: relies on fan cooling, has high power consumption, and is difficult to adapt to industrial continuous operation requirements.
conclusion
As the cornerstone of industrial digitization, industrial control motherboards are constantly breaking through traditional boundaries in terms of technological evolution and industry applications. In the future, with the deepening trend of intelligence, security, and sustainability in PCB and other electronic industries, industrial control motherboards will unleash their potential in more fields, promoting global industry towards efficiency, green, and intelligence. Enterprises need to keep up with technological trends, seize new heights in intelligent manufacturing through innovation and customized services.